Standard burner configurations use modulated combustion, in which the amount of gas and/or air admitted through all the burners in the same zone is adjusted by a proportioning valve driven by an actuator motor, which is in turn driven by the output of the zone's loop controller. The burners can be set up with constant excess air (only the gas is modulated), or the gas and air can be separately modulated in tandem, in an attempt to preserve a given flame stoichiometry. When the demand is low, the gas+air is also low, as is the flame size at the burners, and the flame size (and velocity) increase with increasing demand as the proportioning valve is opened.
Pulsed combustion replaces this "amplitude modulation" approach with "frequency modulation". In a pulsed combustion setup, the burners are always run at 100% capacity (and thus also at their highest output velocity), and varying energy demand is accommodated by changing the amount of time the burners are kept at high-fire. For example, a 40% demand is achieved by having the burners fire at 100% capacity, but only for 40% of the time in any given interval, with the balance of the interval being either off, or at a minimal-energy low-fire setting. This results in the same amount of overall energy delivery as would be obtained from modulated burners running at 40% of capacity, but the characteristics of the overall combustion from the two approaches are quite different, and pulsed combustion provides many advantages which have motivated (and justified) the adoption of pulsed combustion in the United States over the past 15 years.
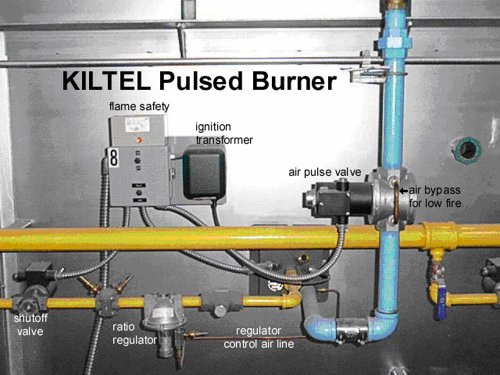
Combustion air is led to the burner through the air pulse valve. When the air pulse valve is closed, a low-fire bypass tube provides sufficient air flow to maintain a small, stable pilot flame; when open, the burner operates at maximum output. The burner alternates between these two combustion settings, with an on/off duty cycle determined by the PID loop controller’s % output demand for that combustion zone. High-fire control impulses, generated by the Kiltel supervisory system and burner control panel, are typically 3-5 seconds’ duration.
A cross-feed air line is led from the burner air inlet (downstream from the air pulse valve) to the gas ratio regulator, and the regulator’s gas throughput is modulated by the pressure in this line. When the air pulse valve is open, the regulator passes its maximum gas flow, which is adjusted by the limiting gas valve so the burner produces its greatest high-velocity output at a defined flame stoichiometry. When the air pulse valve is closed, the amount of gas flow is adjusted at the regulator to maintain a small stable pilot flame. Modern high-velocity burners designed specifically for pulsing typically have turn-down ratios (ratio of high-fire to low-fire output energy delivery) of 20 or more (ie, the burner can maintain a stable low-fire setting at 5% or less of the burner's maximum output).
The flame safety unit (fsu) monitors the presence of a flame with its flame sensor (UV or flame rod), and controls gas flow to the burner via a blocking valve which shuts in case of flameout. A dedicated ignition transformer performs automatic light-off when the fsu is enabled from the supervisory control system. FSUs are required for all burners on periodic kilns, and for any tunnel kiln burner where the kiln temperature is less than 1400F and will not ensure autoignition of admitted gas in the event of flame failure at the burner.
Since the burner’s operation is limited to high- and low-fire only, the flame characteristics and burner tuning can be optimized precisely, resulting in the highest possible combustion efficiency (vs. conventional modulated operation), as well as the lowest possible NOx production (for a given burner design). All of Kiltel’s pulsed combustion installations have reduced fuel consumption by at least 12%, many over 20%.
Multiple burners in the same control zone are all pulsed with same duty cycle, but each burner is assigned a different firing phase. Staggered pulsing ensures an even kiln pressure, while high-velocity burner outputs produce the greatest kiln atmosphere circulation and ensure uniform heat penetration throughout the load.
Kiltel's supervisory system includes complete support for pulsed combustion, including the logical association of burners with control zones as well as the physical sourcing of electrical burner-enabling signals. This capability means that pulsed combustion can be implemented from a Kiltel system without any additional pulse-control electronics, for considerable savings in cost and efficiency. Pulsed combustion can be used with both continuous and periodic kilns.
In pulsed combustion, the burner is always run at its maximum high-fire output, and variable levels of energy deposition are achieved by repeatedly switching the burner between 100% full-on and nearly-off (typically the smallest stable pilot flame), for precise amounts of time, combustion "pulses". This requires special fuel and air valves which can be quickly and repeatedly pulsed, to follow a pulsed electrical control signal. The Kiltel system translates the controller's output demand into switched pulsing output signals with on/off timing computed to provide the needed level of output.
KILTEL's pulse generation algorithm re-evaluates the controller demand each minute and sends a new set of pulse-timing instructions to each of the pulse generating modules. Burner pulse control is divided into four regimes, depending on the output demand level:

The resulting on/off waveforms are generated as a continuous pulse train by each Kiltel burner control module. This output is generated at the hardware level, without requiring further intervention from the supervisory program until a change in demand necessitates new timing instructions.
Multiple burners in a single control zone (ie, which are controlled together to match the single demand level for that zone) can be pulsed either together or in a staggered sequence to achieve some degree of randomness. Burner phasing in this manner can be used to enhance the degree of mixing and load penetration of the multiple burner flames.
Since each pulsed burner has its own control valves, with independent access to fuel and air, design considerations such as the assignment of burners to control zones and the firing order of multiple burners within each zone, are now made as a setup specification in the control software rather than a permanent design choice executed in (expensive) plumbing. Burner arrangements and kiln zoning are thus totally flexible and can easily be modified to achieve optimum performance; this flexibility also permits kilns to be instantly re-zoned to accommodate changes in ware or in throughput.
Each burner is assigned a burner number which must be unique and not duplicated by any other burner on the same or any other kiln in the system. This is used mainly as a housekeeping quantity within the program (ie, has no operational significance), but is very useful for burner maintenance, as it will indicate which burner may need attention in case of any problems.
Each pulsed burner is assigned to a control zone by selecting a burner control pv from a list of PVs which are all zone controller outputs. By this means, burners can easily be (re)assigned to any available zone of control. The pulsing output for this burner (and all others in the same control zone) will be determined by the dynamic output demand requirements from the loop controller for that zone.
Pulsed burners may or may not be fitted with a Flame Safety Unit (FSU). An FSU ensures that gas is only supplied to the burner while there is a stable flame; this also typically includes the capability for auto-ignition (or automatic relight on flame failure), wherein the FSU will switch on a high-voltage arc to light the flame. All periodic kiln burners are required (by considerations of engineering safety as well as legal insurability) to have FSUs; FSUs are optional for tunnel kiln burners in regions where the temperature is above 1400°F which will ensure that any gas admitted through the burner will auto-ignite, regardless of whether the burner's flame has gone out. Tunnel kiln burners in preheat zones are thus required to be (retro)fitted with FSUs. FSU installations provided by Kiltel are always wired on-up-one-down (ie, each burner's FSU operates independently on that burner's fuel source, and each burner has its own ignitor).
If the pulsed burner is fitted with an FSU, the FSU is represented by an enable output which serves as the master light-off permission for that burner (ie, enabling the FSU may result in light-off; disabling the FSU will stop the burner and shut off the gas flow), as well as a pilot-on status signal returned from the FSU's flame detector.
Each burner also has a phase assignment, which specifies how the firing of this burner will be staggered with respect to other burners in the same control zone; in most setups each burner in a zone is assigned a separate phase. All burners in a control zone will have the same output pulsing duty cycle, but it is preferable to stagger the actual firings to even out the gas delivery into the kiln, as well as to ensure a degree of randomness in the firing to avoid generating standing patterns of flow which may allow temperature gradients to be maintained. Having multiple burners fire in a psuedo-random manner ensures excellent mixing and consequently high firing uniformity throughout the volume of the kiln.